

来源:中国核电信息网 发布日期:2008-05-14
Ω焊缝自动检测系统定位组件开发
口 张宝军 严 智 袁光华
(上海核工程研究设计院,200233)
摘 要 Ω焊缝自动检测系统集超声、涡流和目视检测为一体,专用于核电厂反应堆 控制棒驱动机构与反应堆顶盖杯座之间的连接焊缝检测。定位组件是该检测系统的重要组成部分,它由伸缩定位机构和电机驱动保护电路组成,实现了该检测系统的正确、可靠和自动定位。
关键词 Ω焊缝 无损检测 自动定位 电机驱动保护电路
1 引言
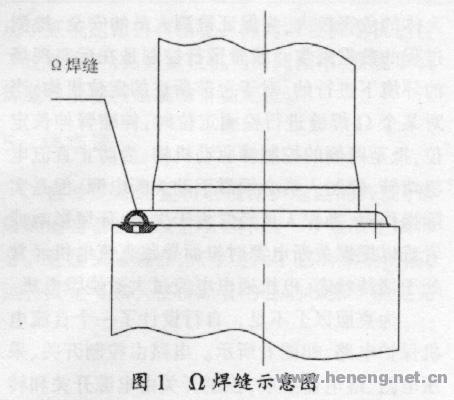
Ω焊缝是反应堆控制棒驱动机构与反应堆顶盖杯座之间的连接密封焊缝,是核反应堆一回路压力边界的特殊密封焊缝。该焊缝的完整性直接关系到核电站的安全运行,一旦泄漏将会造成巨大的社会影响和经济损失。国内某电站就由于焊缝内部缺陷的扩展破裂而导致两次反应堆紧急停堆。Ω焊缝是半径小,曲率大,壁厚薄的圆环形焊缝,环的布置结构紧凑。以核电站为例,环外半径R--lOmm,壁厚T=3mm,焊缝内侧可利用的空间仅为4mm,如图1所示。焊缝位于环境剂量率达lOmsv/h的高放射性环境下,手工探伤会给检验人员带来很大的放射性危害,而且中间区域不可达。因此必须实现自动检验和数据的远程采集和存储,以避免检测人员的辐射危害和缩短工作时间[1]。
Ω焊缝自动检测系统集超声、涡流、目视检测为一体,依靠自动检测装置分别携载超声探头、涡流探头和CCD摄像头对Ω焊缝进行内部缺陷和表面缺陷检测。
自动定位组件是Ω焊缝自动检测系统的重要组成部分,它由驱动马达、机械定位部件和电机驱动保护电路组成,用于实现Ω焊缝自动检测装置的定位,保证检测装置的顺利运行。
本文对系统及其检测运行原理做了介绍, 同时对自动定位组件的机械定位部件、电机驱 动保护电路做了详细介绍。
2 系统及其检测运行原理
Ω焊缝自动检测装置是一环状机构,由装 置本体和探头齿轮盘组成,如图2所示。探头齿轮盘上分别携带6个不同角度的超声探头[2]、4个涡流探头和一个CCD摄像头。检测前,将该装置从控制棒驱动机构顶端套住控制棒驱动机构,逐渐下移至底部Ω焊缝处,然后分别采用超声、涡流和目视的方法对Ω焊缝的内部、近表面和表面缺陷进行检测。在检测过程中,为了完成对整个焊缝进行全面检测,探头齿轮盘需要在电机驱动下带动探头在装置本体上旋转。然而当电机驱动探头齿轮盘旋转时,根据动力学动量定理分析以及实践证明,装置本体会随着探头齿轮盘的旋转而反向运转,无法实现焊缝的全面检测。根据需要,设计了自动定位组件以解决以上问题。

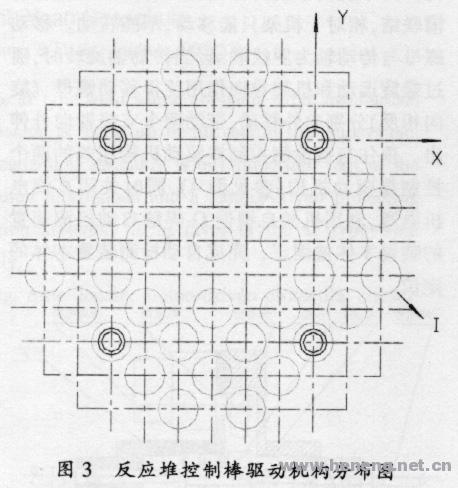
定位组件是一伸缩机构,类似于伸缩手臂。它的安装与运行需要一定的空间,依靠伸缩臂支撑相邻的控制棒驱动机构,实现检测装置的定位。系统需要检测的Ω焊缝是反应堆控制棒驱动机构与反应堆顶盖杯座之间的连接密封焊缝。在讨论的实例中,反应堆控制棒驱动机构如图3所示排列,共37套,也就是共有37条焊缝需要检测,除中间1套外,每两套控制棒驱动机构之间在X和Y方向排列均等间距。除中间5套外,控制棒驱动机构在I方向排列等间距。由于在I方向控制棒驱动机构间距很小,当Ω焊缝检测自动装置安放完毕后,已经没有空间满足定位组件的安装和运行。
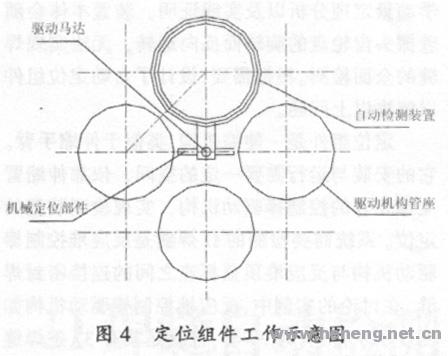
利用X或Y方向的交错排列空间如图4所示,以X方向为例,当检测第i排焊缝时,利用第i+1或者第i-1排的焊缝的错位空间,以此类推,完成所有37条焊缝的检测(对于中间一条焊缝的检测,只要加长伸缩臂即可)。
3 伸缩定位机构
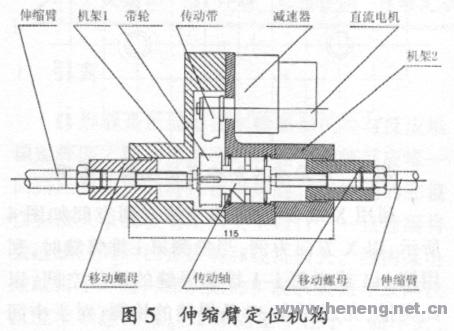
根据以上问题的提出,设计了如图5所示的伸缩臂定位机构。该机构由电机、减速器、传动部分、移动螺母和伸缩臂组成。
当系统不工作时,左右两个移动螺母和伸缩臂分别缩进到初始位置。当系统工作时,启动电机,经过减速器减速和带传动,驱动传动轴旋 转。两个旋向相反的移动螺母与机架通过导向槽联结,相对于机架只能移动,不能转动。移动螺母与传动轴为罗纹联结。当传动轴旋转时,通过螺旋运动和机架导向作用使得移动螺母(旋向相反)分别向外移动,带动两个支撑臂向外伸出,顶住与被检测控制棒驱动机构相邻的两个控制棒驱动机构(参见图4),同时关闭直流电机电源,利用机械自锁使Ω焊缝自动检测装置的装置本体被固定,完成自动检测装置本体的定位。
4 电机驱动保护电路
整个Ω焊缝自动检测装置的安装、使用以及检测在现场进行。现场环境辐射剂量较大,对人体的危害较大,为保证检测人员的安全,检测过程的数据采集、装置运行控制是在远离现场的环境下进行的。对于上节所述的定位机构,当对某个Ω焊缝进行检测定位时,伸缩臂伸长定位,抵至两侧的控制棒驱动机构,为防止直流电机堵转,控制人员必须靠手动关断电源。但是实际操作时,操作人员经常由于失误、环境影响或者难以把握关断电源时机而导致直流电机经常处于堵转状态,电机通电电流过大而烧毁电机。
为克服以上不足,自行设计了一个直流电机保护电路,如图6所示。电路由控制开关、采压电阻、继电器组成。控制开关由电源开关和转向开关组成,用来控制电机的通、断电和正、反向运转。采压电阻由三个1欧姆的电阻组成,当电机堵转时,用于采集线路的电压。继电器控制电路由两个5VDC继电器组成,用于电路的自动切断。
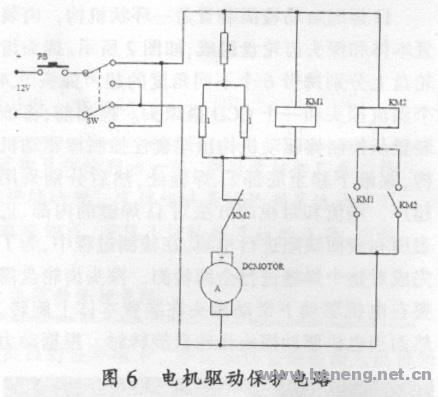
我们选用的直流电机为永磁式直流齿轮减速电机,额定电压为12V,额定电流为1.2A,经试验测得堵转电流为4A。当定位机构的伸缩臂伸出和缩进时,电机正常运转,采压电阻两端的压降为1.8V,不足以启动继电器。当定位机构的伸缩臂伸出或缩进至极限位置,即处于定位状态或初始状态时,电机堵转,此时堵转电流达到4A,采压电阻两端电压最高达6V,继电器1动作,继而启动继电器2,断开电机电流,保护电机。其中继电器2主要起电路维持的作用。该保护电路,利用直流电机的堵转特性,一方面实现了系统定位的自动化,同时对直流电机进行了过载保护,并与定位机构共同作用,实现了Ω焊缝自动检测系统的自动定位。
5 结束语
启动定位装置和电机保护电路的开发,是Ω焊缝自动检测改进项目中的一个重要组成部分。经过试验验证,完全达到了它的预期功能,运行安全可靠,使得原有的自动检测系统更完善、更可靠。该系统已经应用于秦山一期R8和R9大修Ω焊缝在役检测中,运行状态良好。
参考文献
[1]严智.压水堆控制棒驱动机构下部Ω焊缝自动在役无损检验技术开发报告,2003
[2]胡天明等.超声波探伤.中国锅炉压力容器安全杂志社,1995
遵守中华人民共和国有关法律、法规,尊重网上道德,承担一切因您的行为而直接或间接引起的法律责任。
中国核电信息网拥有管理留言的一切权利。
您在中国核电信息网留言板发表的言论,中国核电信息网有权在网站内转载或引用。
中国核电信息网留言板管理人员有权保留或删除其管辖留言中的任意内容。
如您对管理有意见请用 意见反馈 向网站管理员反映。
 同类 工程与设备技术
同类 工程与设备技术 ©2006-2028 中国核电信息网 版权所有 服务邮箱:chinahedian@163.com 电话:13263307125 QQ:526298284

 您的位置:
您的位置: